www.foodtechnology.co.nz 29
savings (up to 90%).
Energy savings (up to 30%)
The new system based on
synchronised mold temperature
control units, results in high energy
savings due to the following 3 main
reasons:
1) Synchronised cooling:
All the mold temperature control
units, being serially connected
to the molding machines,
will automatically stop when
production is stopped, saving both
refrigeration and pumping energy
consumption.
2) Intelligent use of chilled water:
The new concept allows the use
of chilled water only where and
when it is needed and running
at the temperature required by
each specific mold. For all molds
requiring high coolant temperature,
no chilled water is needed. So,
cooling can be provided directly
from the central adiabatic cooling
circuit connected to the machineside
units, with minimum energy
consumption.
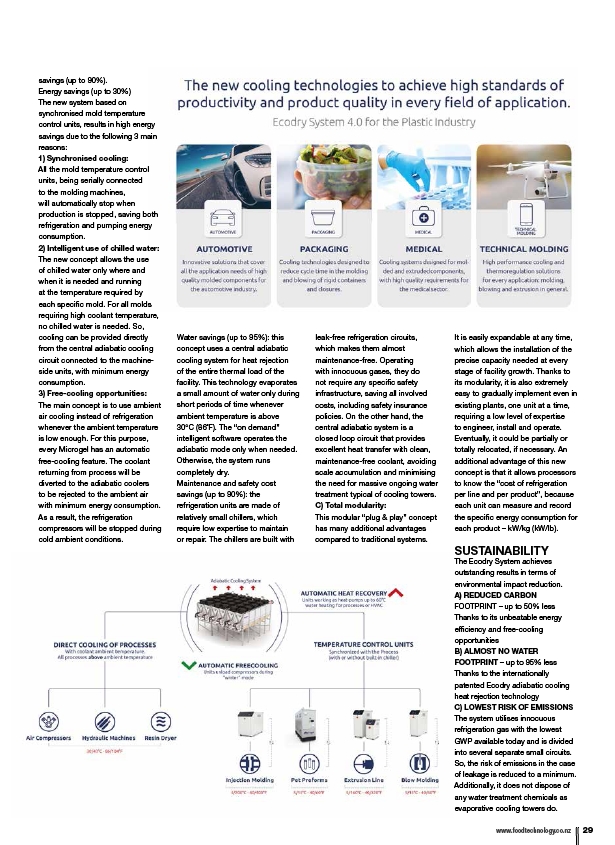
3) Free-cooling opportunities:
The main concept is to use ambient
air cooling instead of refrigeration
whenever the ambient temperature
is low enough. For this purpose,
every Microgel has an automatic
free-cooling feature. The coolant
returning from process will be
diverted to the adiabatic coolers
to be rejected to the ambient air
with minimum energy consumption.
As a result, the refrigeration
compressors will be stopped during
cold ambient conditions.
It is easily expandable at any time,
which allows the installation of the
precise capacity needed at every
stage of facility growth. Thanks to
its modularity, it is also extremely
easy to gradually implement even in
existing plants, one unit at a time,
requiring a low level of expertise
to engineer, install and operate.
Eventually, it could be partially or
totally relocated, if necessary. An
additional advantage of this new
concept is that it allows processors
to know the “cost of refrigeration
per line and per product”, because
each unit can measure and record
the specific energy consumption for
each product – kW/kg (kW/lb).
SUSTAINABILITY
The Ecodry System achieves
outstanding results in terms of
environmental impact reduction.
A) REDUCED CARBON
FOOTPRINT – up to 50% less
Thanks to its unbeatable energy
efficiency and free-cooling
opportunities
B) ALMOST NO WATER
FOOTPRINT – up to 95% less
Thanks to the internationally
patented Ecodry adiabatic cooling
heat rejection technology
C) LOWEST RISK OF EMISSIONS
The system utilises innocuous
refrigeration gas with the lowest
GWP available today and is divided
into several separate small circuits.
So, the risk of emissions in the case
of leakage is reduced to a minimum.
Additionally, it does not dispose of
any water treatment chemicals as
evaporative cooling towers do.
Water savings (up to 95%): this
concept uses a central adiabatic
cooling system for heat rejection
of the entire thermal load of the
facility. This technology evaporates
a small amount of water only during
short periods of time whenever
ambient temperature is above
30°C (86˚F). The “on demand”
intelligent software operates the
adiabatic mode only when needed.
Otherwise, the system runs
completely dry.
Maintenance and safety cost
savings (up to 90%): the
refrigeration units are made of
relatively small chillers, which
require low expertise to maintain
or repair. The chillers are built with
leak-free refrigeration circuits,
which makes them almost
maintenance-free. Operating
with innocuous gases, they do
not require any specific safety
infrastructure, saving all involved
costs, including safety insurance
policies. On the other hand, the
central adiabatic system is a
closed loop circuit that provides
excellent heat transfer with clean,
maintenance-free coolant, avoiding
scale accumulation and minimising
the need for massive ongoing water
treatment typical of cooling towers.
C) Total modularity:
This modular “plug & play” concept
has many additional advantages
compared to traditional systems.
/www.foodtechnology.co.nz
/www.foodtechnology.co.nz