SPECIAL FEATURE:
KIWI MOSTPOERCISAPL OFERATTURE: CORROSION CONTROL AND COATINGS
FAILURE MECHANISMS OF
PROTECTIVE COATINGS FOR CONCRETE
B Y M I C H A E L W H E AT L A N D , B U S I N E S S D E V E L O P M E N T M A N A G E R , C A L I X L I M I T E D
Regardless of the technology
chosen, every protective
coating will eventually
come to the end of its
life. Selecting the right technology
gives a better opportunity to plan for
this. When selecting a technology
to protect a concrete surface, it is
critical to understand how and why
they fail, and more importantly, the
cost that will be incurred to repair or
replace the coating.
Mechanisms of failure can range
from blistering, increased porosity,
cracking and sheet collapse due to
wall adhesion failure. Some cracking
failures can exacerbate acid attack
by allowing accumulation of acid
inside the failure. While with sheet
collapse, there is a risk of water flow
blockage in channels at the bottom
of the asset, which can result in high
emergency repair costs.
Some surface coatings can be very
sensitive to surface water, humidity
and dust on the surface during
the application process, risking
early life failure. Salt content that
has penetrated a surface, called
white metal, has a strong negative
effect on the adhesion of polymer
coatings, but assists in the adhesion
of some chemical barrier coatings.
Repair or replacement of a failed
protective coating ranges from
simply water washing through to
an expensive confined space entry
with hot work and manual handling
to remove the coating. This can
34 June 2018
be particularly difficult when the
coating has collapsed inwards and
blocked the outlet of the asset.
S U L P H I T E A C I D
C O R R O S I O N
Sulphide acid corrosion is the
primary cause of concrete asset
failure within waste water collection
and treatment networks. The
sulphuric acid is concentrated on all
surfaces above the water line by the
combination of condensation on the
cold pipe with hydrogen sulphide
gas that is generated from the
wastewater.
There are a number of factors which
contribute to how quickly acid forms:
• Nutrient content within the
wastewater allows faster bacteria
growth
• Warm environment increases
growth
• Long retention time within
sealed rising mains can enhance
anaerobic growth
• Turbulence of wastewater can
release dissolved hydrogen
sulphide
• Salinity of surrounding ground
water increases attack
• Acid attack only occurs above the
high water line
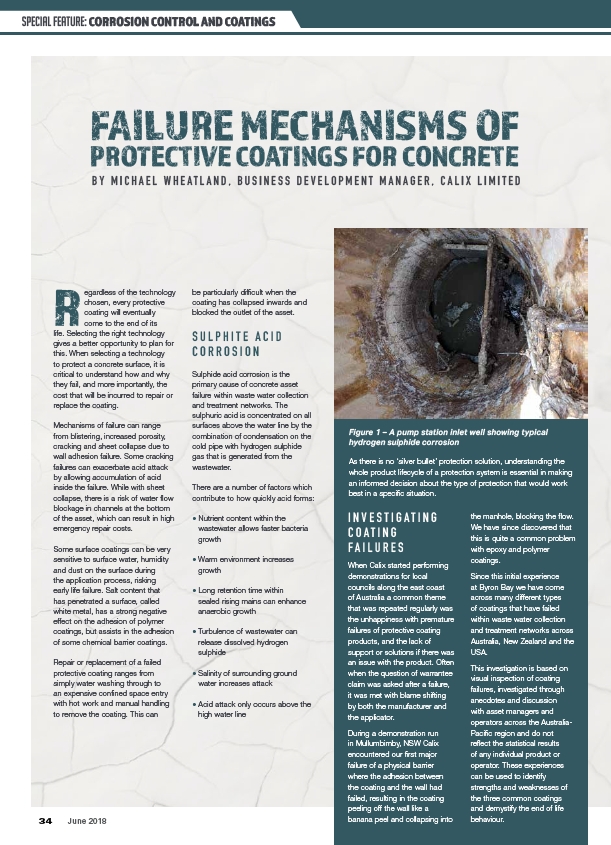
Figure 1 – A pump station inlet well showing typical
hydrogen sulphide corrosion
As there is no ‘silver bullet’ protection solution, understanding the
whole product lifecycle of a protection system is essential in making
an informed decision about the type of protection that would work
best in a specific situation.
I N V E S T I G AT I N G
C O AT I N G
FA I L U R E S
When Calix started performing
demonstrations for local
councils along the east coast
of Australia a common theme
that was repeated regularly was
the unhappiness with premature
failures of protective coating
products, and the lack of
support or solutions if there was
an issue with the product. Often
when the question of warrantee
claim was asked after a failure,
it was met with blame shifting
by both the manufacturer and
the applicator.
During a demonstration run
in Mullumbimby, NSW Calix
encountered our first major
failure of a physical barrier
where the adhesion between
the coating and the wall had
failed, resulting in the coating
peeling off the wall like a
banana peel and collapsing into
the manhole, blocking the flow.
We have since discovered that
this is quite a common problem
with epoxy and polymer
coatings.
Since this initial experience
at Byron Bay we have come
across many different types
of coatings that have failed
within waste water collection
and treatment networks across
Australia, New Zealand and the
USA.
This investigation is based on
visual inspection of coating
failures, investigated through
anecdotes and discussion
with asset managers and
operators across the Australia-
Pacific region and do not
reflect the statistical results
of any individual product or
operator. These experiences
can be used to identify
strengths and weaknesses of
the three common coatings
and demystify the end of life
behaviour.