The standard part is a steel crank. “It’s actually
made from decent material, but once we get
to about 1000bhp, I wouldn’t feel comfortable
dumping the clutch on it and doing skids in a drift
car.”
Perhaps the big thing that Hartley does really
well, and uniquely, is to get prototypes going
cost effectively. “Over the years you develop an
instinctive understanding with regard to cam
angles and the general parameters of an engine,
and we have developed specific geometric
programs for developing our ports,” says Nelson.
“I don’t do any port work by hand anymore and
I can’t remember the last time I used the flow
bench. Our software is incredibly reliable and with
accurate CNC there is no need to do things the
old-fashioned way.”
Because Nelson could design the intake manifolds
and the ports in one go, he could get around the
fact that the original ports were not very good.
“I kept the same port locations and didn’t add
any weld,” says Nelson. “The heads are too long
and they would distort too much if we added any
material.
“It was a massive port job, we had to make 48
inserts and 48 valves and had to find a retainer
we could use and a spring we could use,” says
Nelson. “You can’t just buy performance parts
like these to a custom specification. I don't even
refer to it as a Toyota any more, just a Hartley V12.
I’m not sure Toyota should get any credit for the
final engine, other than the fact that their foundry
poured the castings and made the crankshaft.”
H A R T ' S U R G E R Y
The buckets (cam followers), were sourced from
another engine and Hartley machined them and
the heads to suit. Similarly, with the retainers.
“We found a retainer that matched the measurements
we needed and fitted it to the engine,” says
Nelson. “We also found some off the shelf forged
con-rods that matched the overall dimensions we
needed and we modified them to suit. It was the
same story with the pistons – it’s not cost effective
to forge our own, so we often just buy blanks
with the pin height and the rings in the right spot,
then we machine the tops to suit our compression
ratio, chamber shape, and valve sizes.”
This is the normal Hartley process. “This way we
can control the design and keep the IP in house,”
says Nelson. “We get what we want and no one
else can copy it that way. Most of the piston and
conrod suppliers are US based – they do forgings
really well. For a prototype it’s actually cheaper
to get something close and then modify it to suit,
than get specialised components made from
scratch.”
The CAD system Nelson uses is not known for
the purity of its free-form surfacing, “Solidworks
is getting better at free-form surfacing with every
update, but when it comes to port shapes,
I actually find its stricter requirements for
surface manipulation suits my maths. I find that
some of the surfacing tools are quite ‘lazy’, or
‘unadaptable’, but I think that actually works quite
well. If the surface won’t wrap around a set of
curves, the air probably isn’t going to want to flow
through it very well either. Obviously, there is a lot
more too it that that, but sometimes the simplest
approaches can net the most beneficial results”.
Like all good engine developers, certain
information is on a ‘need-to-know’ basis.
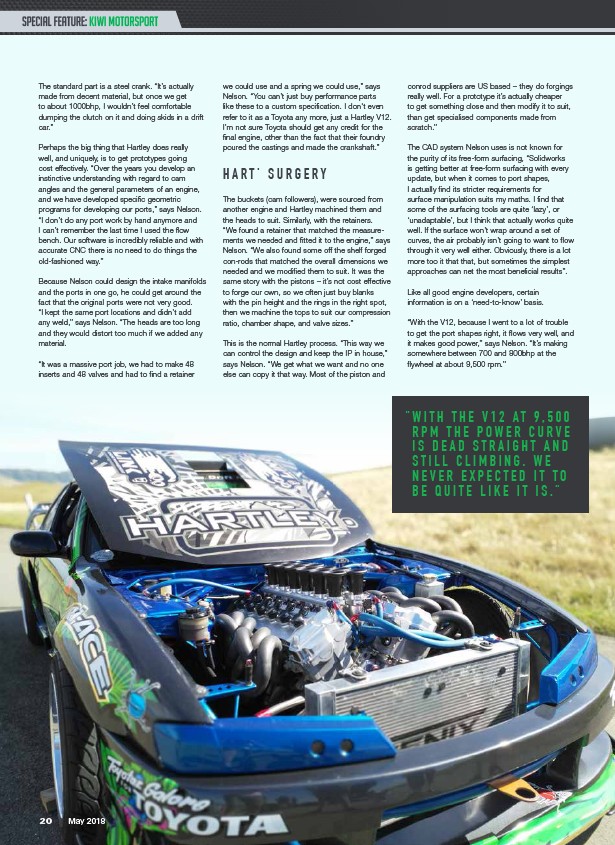
“With the V12, because I went to a lot of trouble
to get the port shapes right, it flows very well, and
it makes good power,” says Nelson. “It’s making
somewhere between 700 and 800bhp at the
flywheel at about 9,500 rpm.”
SPECIAL FEATURE:
KIWI MOSTPOERCISAPL OFERATTURE: KIWI MOTORSPORT
" W I T H T H E V 1 2 AT 9 , 5 0 0
R P M T H E P O W E R C U R V E
I S D E A D S T R A I G H T A N D
S T I L L C L I M B I N G . W E
N E V E R E X P E C T E D I T T O
B E Q U I T E L I K E I T I S . "
20 May 2018